


QRコード


【ガンガン】ヒートベット装着後テストプリントとファンダクト【冷やせ!】 [3Dプリンター idbox!]
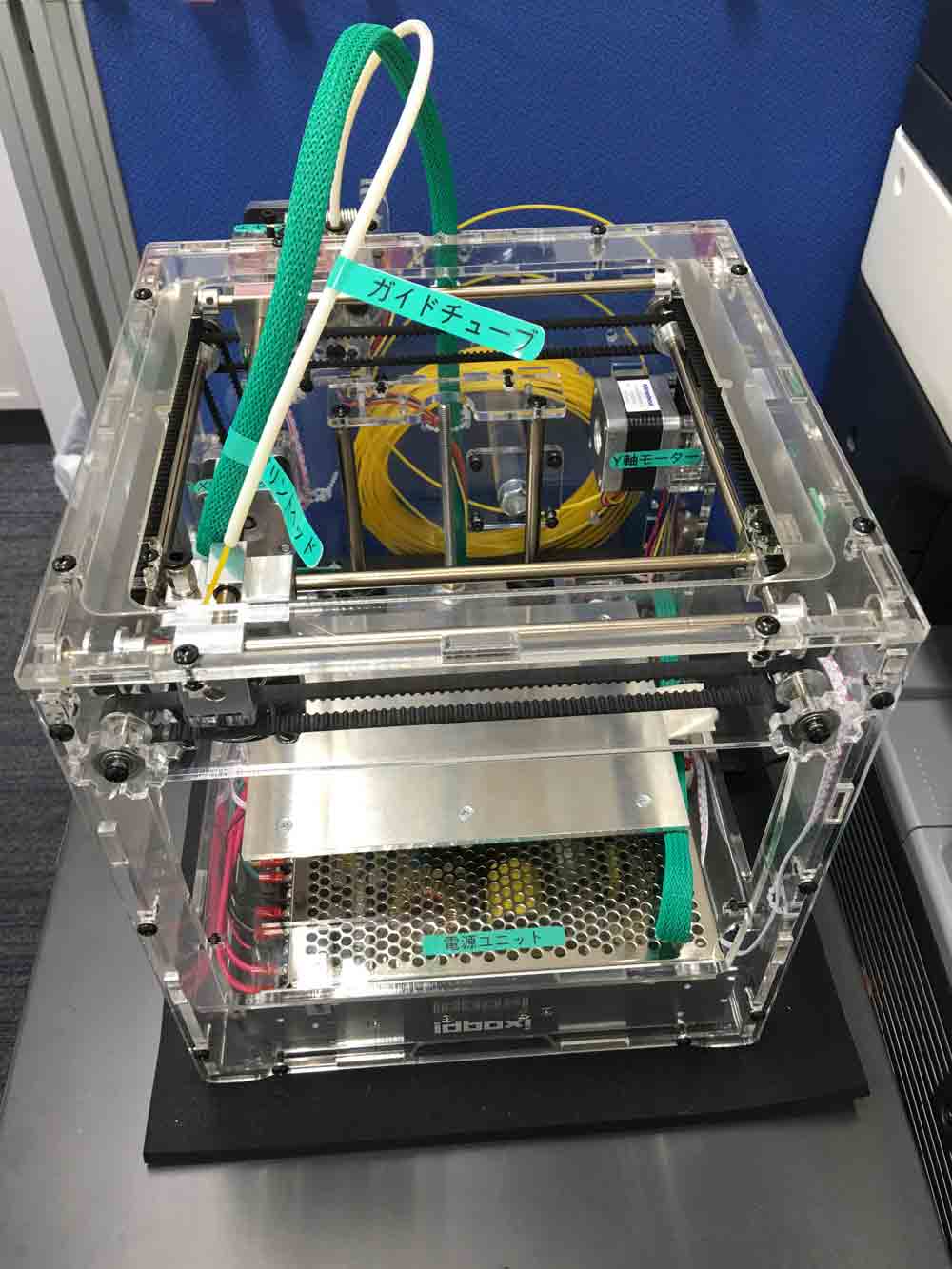
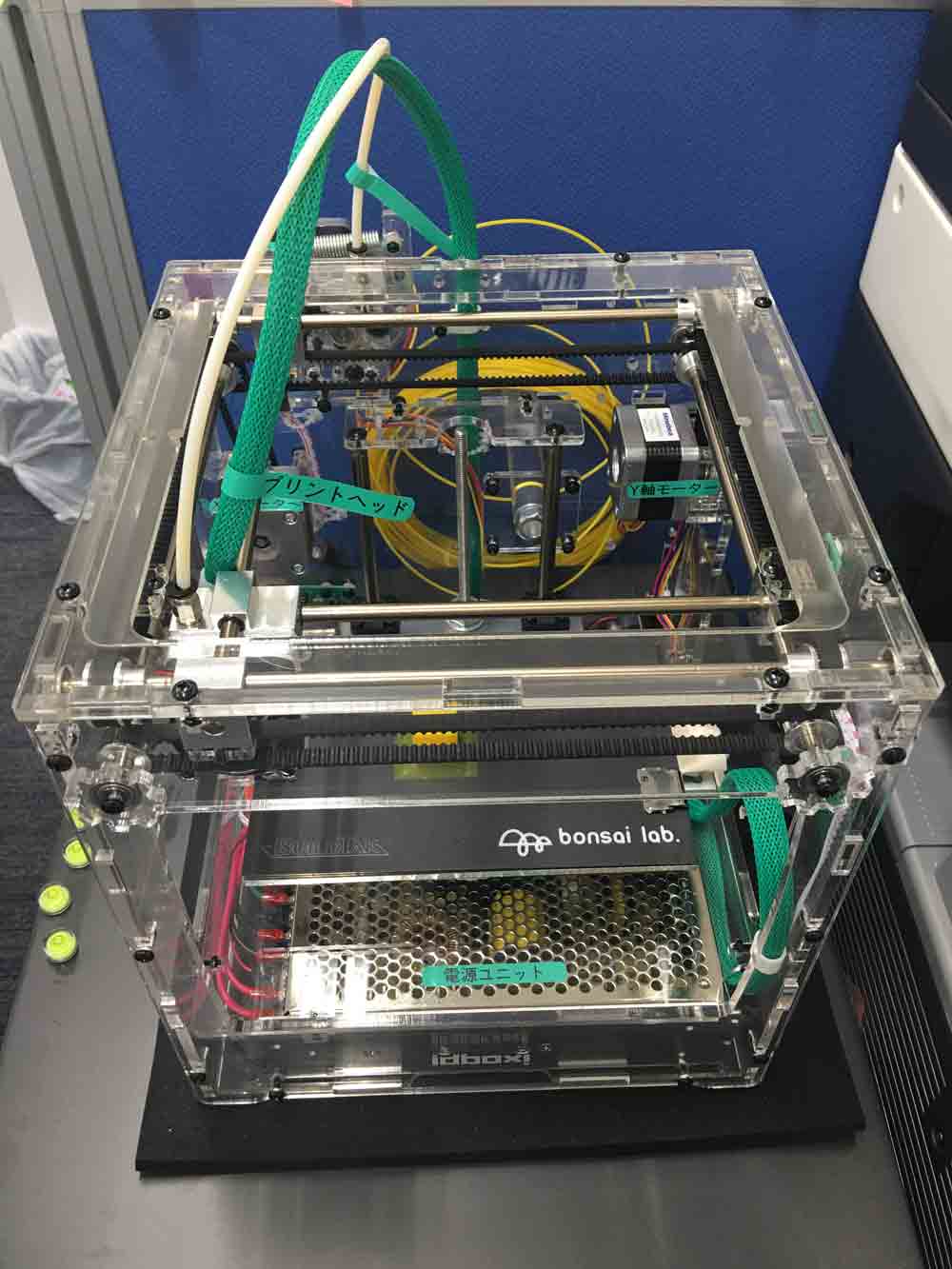
ヒートヘッド装着後、ケーブルの取り回しをちょっと変えました。
(取説に載ってた方式はベースに負荷がかかってそうだったので)
「Repetier-host」の動作不安定対策にBIOSやグラフィックドライバーの更新をし、ノズルクリアランス調整をシネックスゲージで(今まで紙だった)やっていよいよテストプリントです。
因みに今現在のCURAの設定。
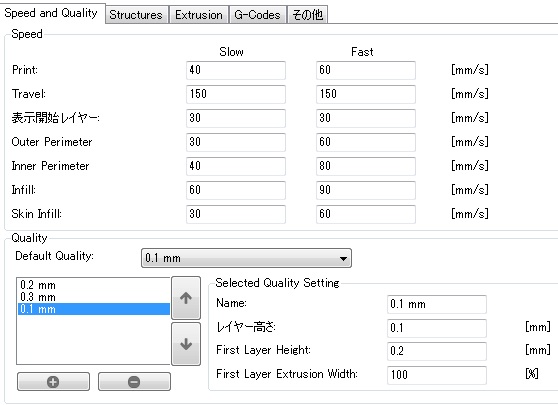
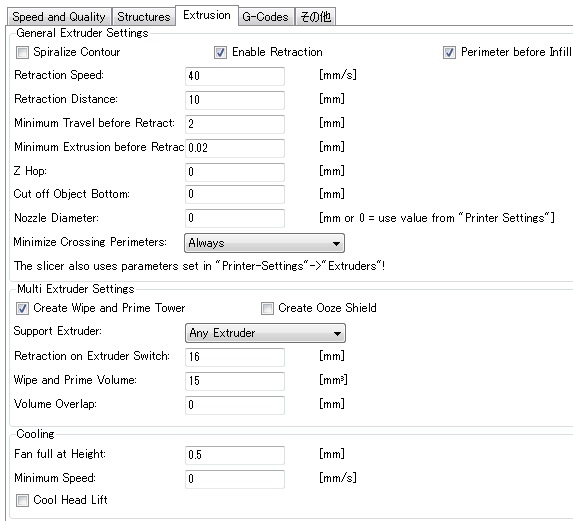
ほんのちょっとだけ数値弄りましたが何がどう影響するのか実はまだよくわかってません
詳しい方、「ココはこうだよ」というのがありましたらご指導願います。
デフォルトより「Retraction Distance」を多めに取ってますが、これでいいのかな?
という訳でテストプリントしたんですが・・・。

積層ピッチは0.1mm
送りレート100
吐出レート100
ヘッド温度200℃
ヒートベット温度55℃
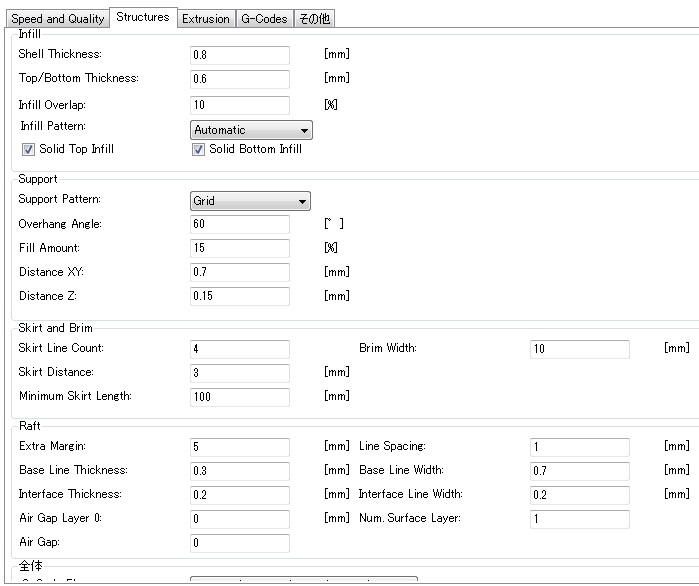
CURAの設定はこの時「Shell Thickness」を1.2mm「Infill Overlap」を35%にしていました。
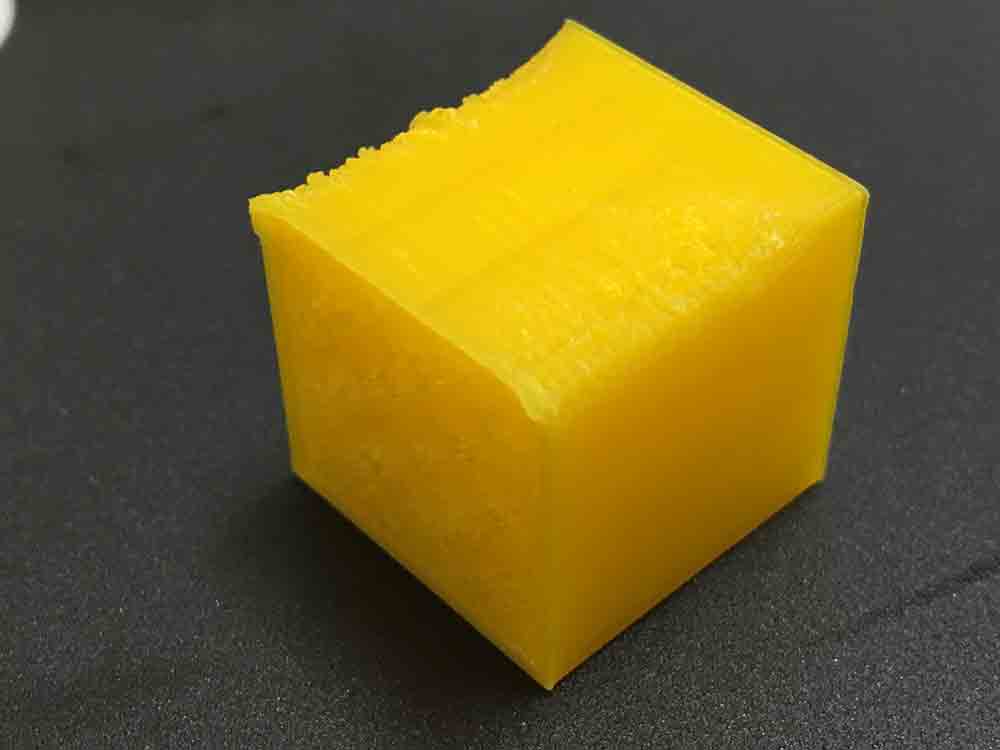
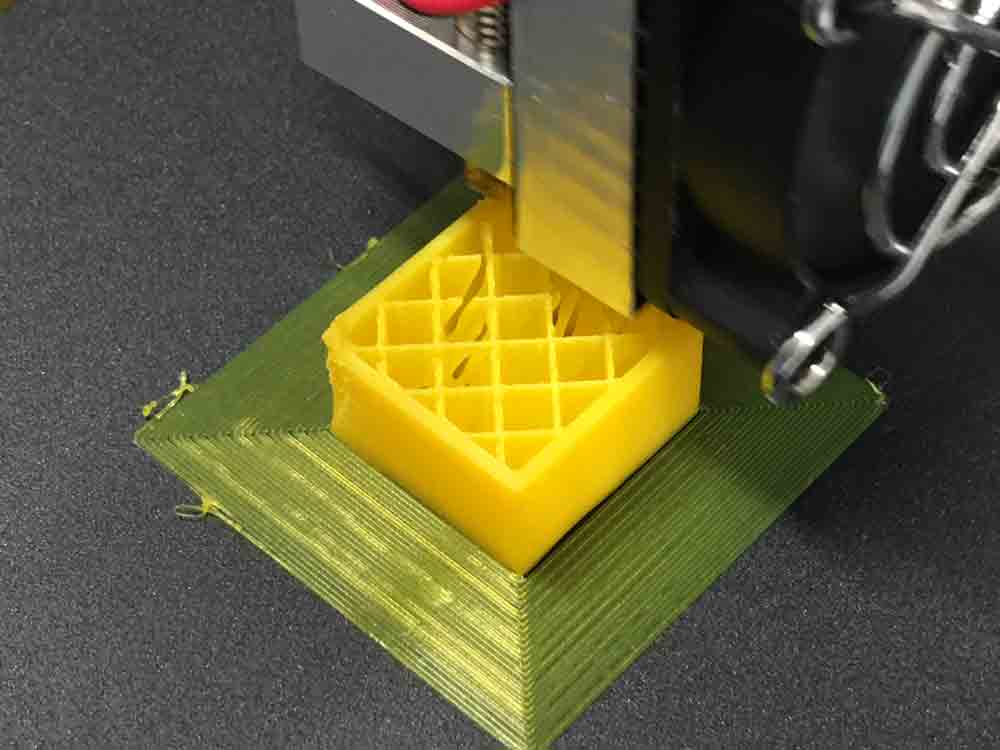
後側がボロボロ
天井面もコブ出まくりです。
う~ん・・・。
いろいろ調べるとフィラメントの吐出量が多いか、Z軸の取り付けが不味いのどっちかだと思ったので
積層ピッチは0.1mm
送りレート100
吐出レート90
ヘッド温度200℃
ヒートベット温度55℃
CURAの設定の「Shell Thickness」を0.8mm「Infill Overlap」を10%にして再度トライ!
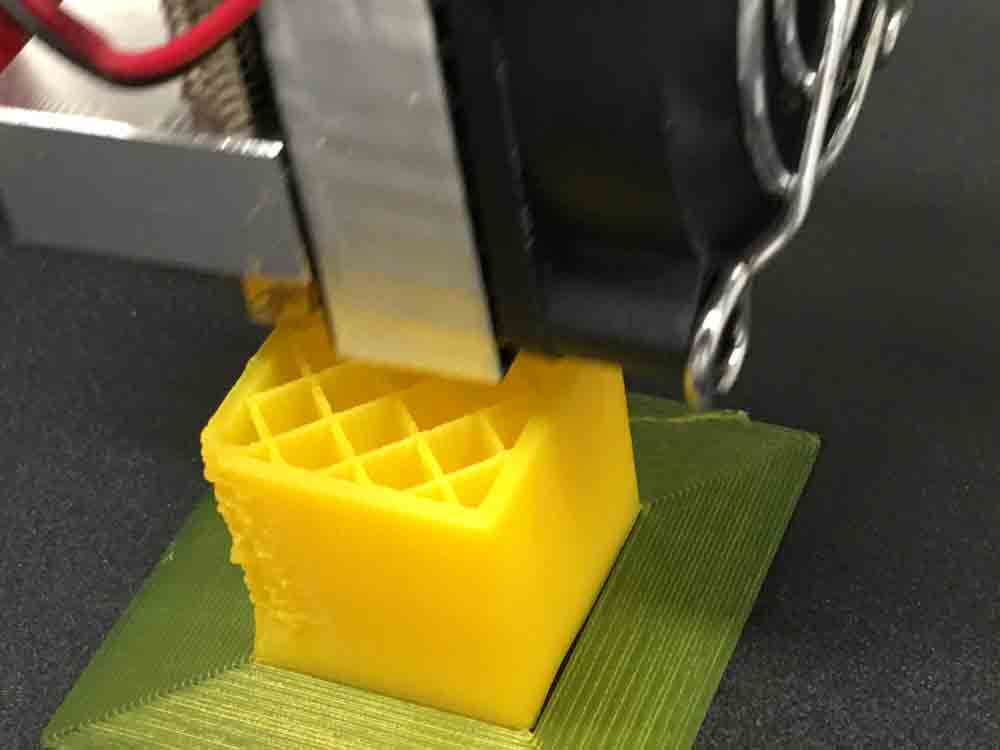
多少変わったけど現象としては同じ・・・
プリントの状態を観察するとフニャフニャになってる部分がヘッドに当たって荒れているような感じです。
・・・・・
コレってもしかして冷やしたら固まるんじゃね?
という訳でこんな事もあろうかと以前作っていたファンダクトを装着して確かめてみます。
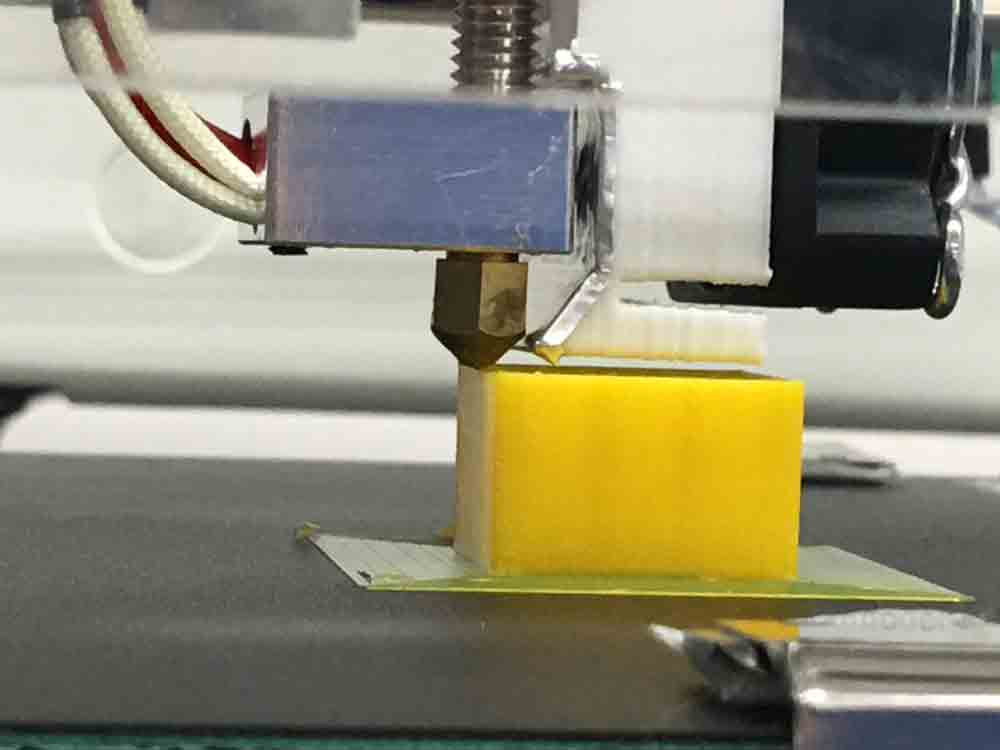
ギリギリを攻めてるね
ヒートベットは一層目プリントしたらOFFにしました。
ブラムが荒れてるのはフィラメントクズを噛んじゃったからです。
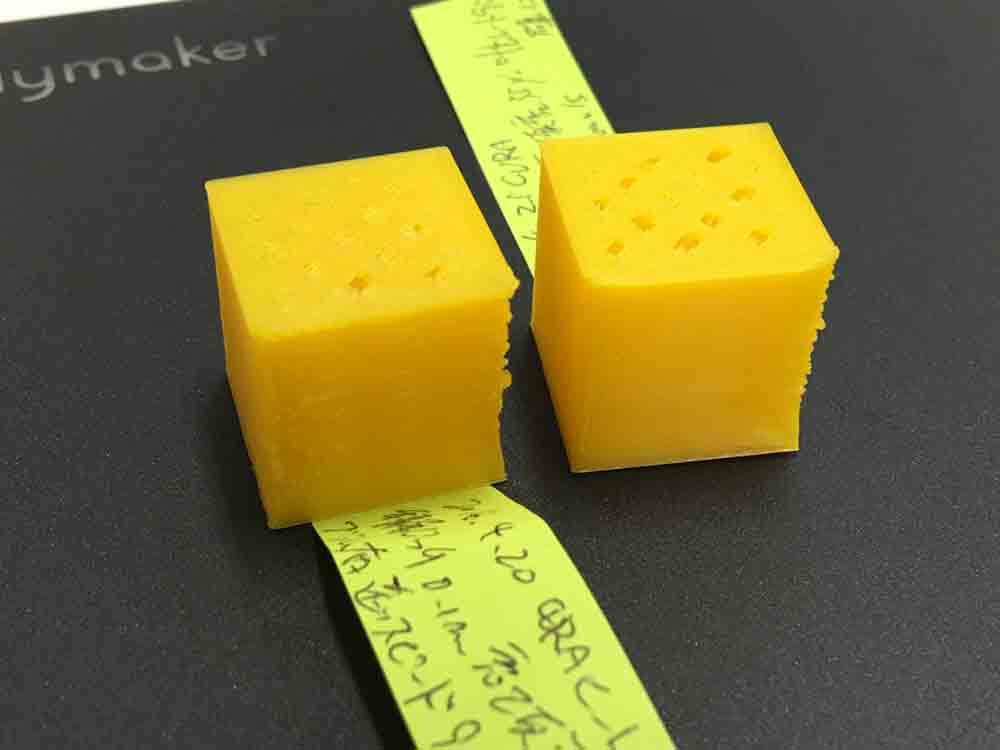
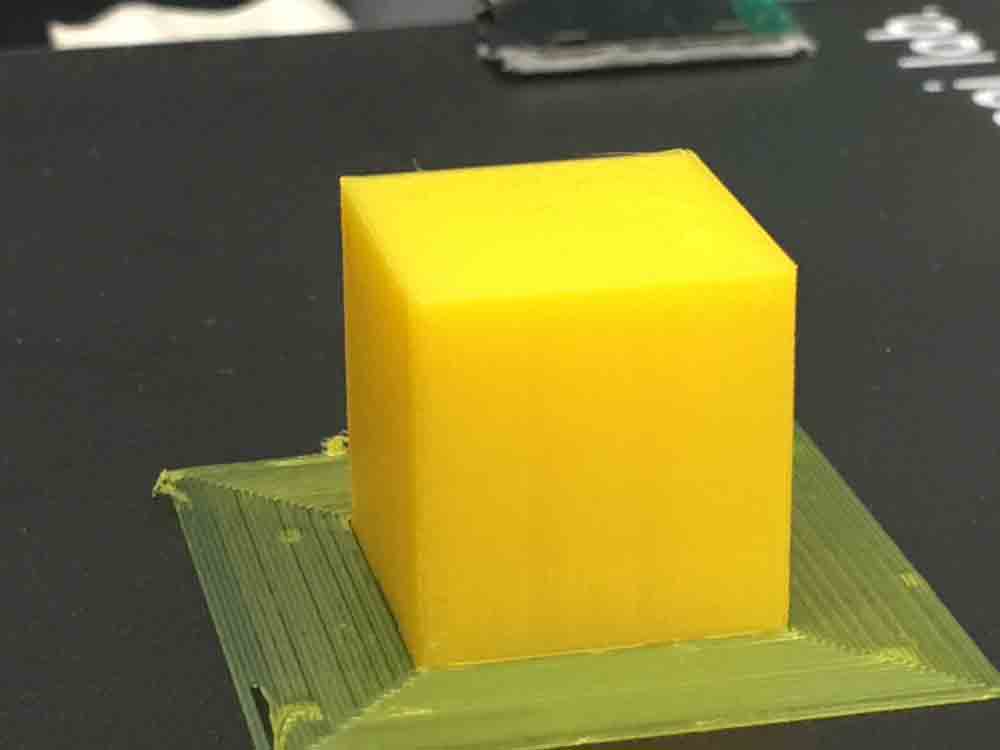
天井面にまだ多少コブがあって荒いですが良い感じになりました。
CURA側の設定も詰める必要はありそうですが、どうやらヒートベットの温度による造形物の冷却不足が原因だったようです。
元々アクリル板の造形テーブルではビルトタックだけで十分定着してたのでテーブルベースの温度を55℃にまで上げる必要はなかったのかもしれません。
これでようやく他の造形物に取り掛かる事が出来ます
ところで「Infill Overlap」って充填率だと思ってたんですが、この数値弄っても中の格子の密度が変わらないのはなぜだろう?
< 続く >
2016-04-28 20:00
nice!(30)
コメント(3)
トラックバック(0)
使っているフィラメント





冷やすことも大事なんですね。
見通しが明るくなりましたね(^o^)
by ワンモア (2016-04-29 07:52)
DANKAI_Genさん
Rifle さん
yam さん
ハマコウ さん
ネオ・アッキーさん
mitsuyan さん
ナツパパ さん
yokotee さん
まおた さん
弐号 さん
kenken さん
yachitake さん
robotic-personさん
たもぎ さん
ちょいのり さん
oink! さん
love-peaceさん
newton さん
ys_oota さん
ak1-buc さん
とし@黒猫 さん
kiyokiyo さん
タイド☆マン さん
YUTAじい さん
KAZさん
いらっしゃいませ
ご訪問ありがとうございます。
by 意馬心猿 (2016-05-06 18:25)
ワンモア さんいらっしゃいませ
冷却を思いつくまでは『どうしたらいいんだ!』と発狂状態でした(^^A
試作でもファンダクト作っといて良かったです。
by 意馬心猿 (2016-05-06 18:27)